FIRST AE® アコースティック・エミッションのリーディングブランド
2025年10月29日~31日 ポートメッセなごやで開催『名古屋ロボデックス』に出展しました!
2025年10月29日~31日 ポートメッセなごやで開催
『名古屋ロボデックス』に出展しました!
2025年9月17日~19日 東京ビッグサイトで開催『INCHEM TOKYO 2025』に出展しました!
出展社セミナーへの参加ありがとうございました!
2025年9月17日~19日 東京ビッグサイトで開催
『INCHEM TOKYO 2025』に出展しました!
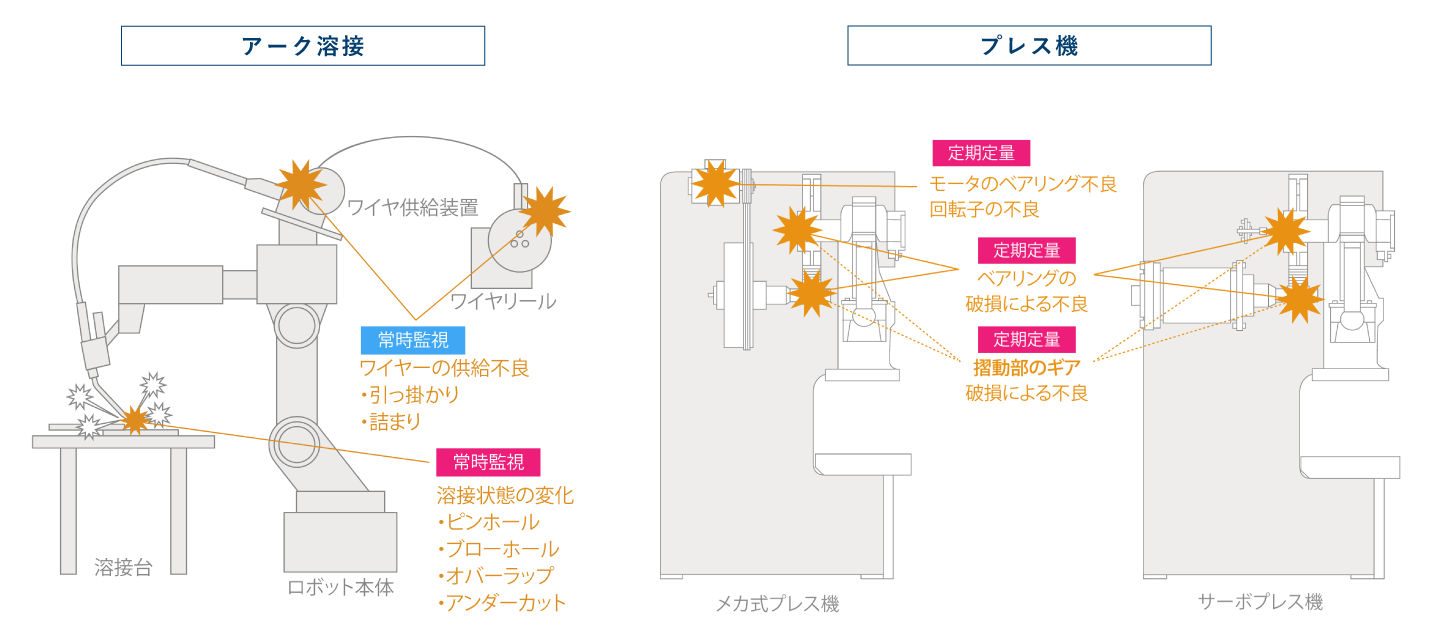
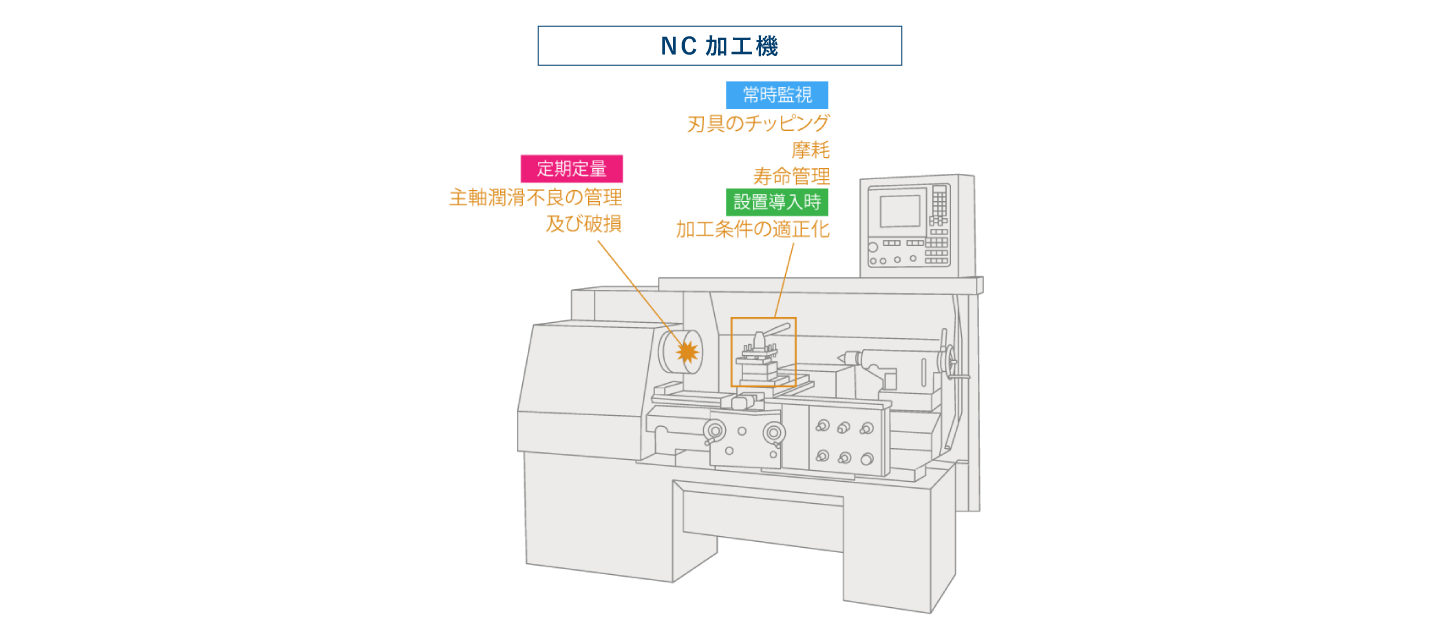
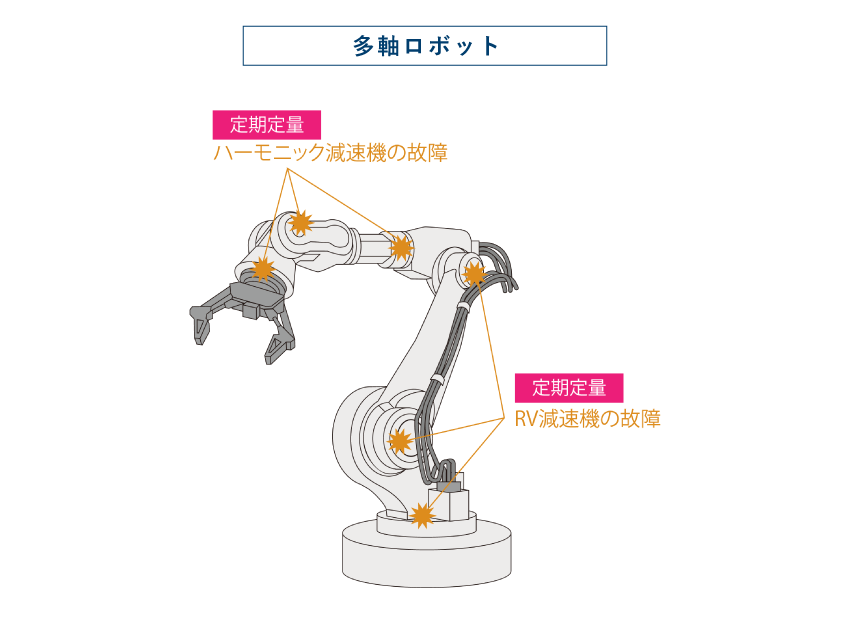
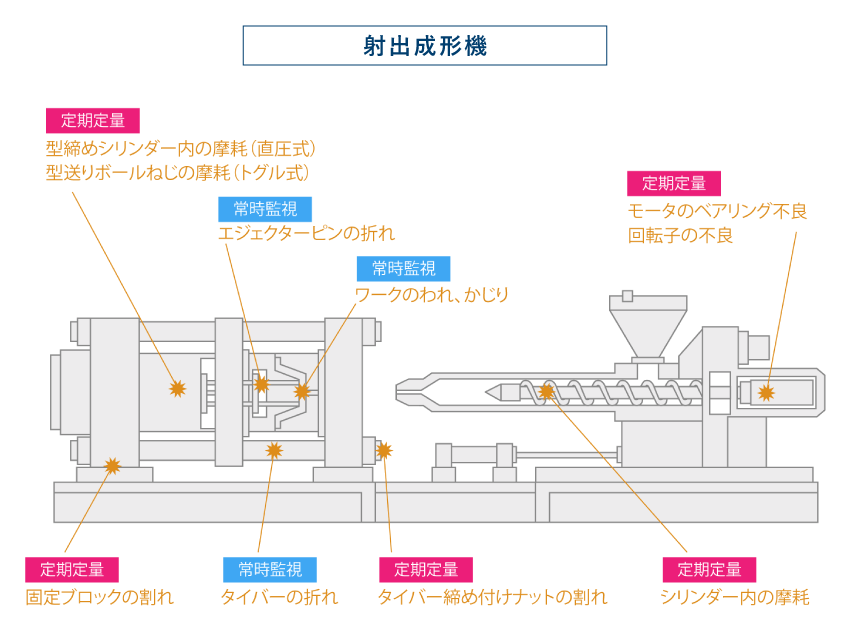
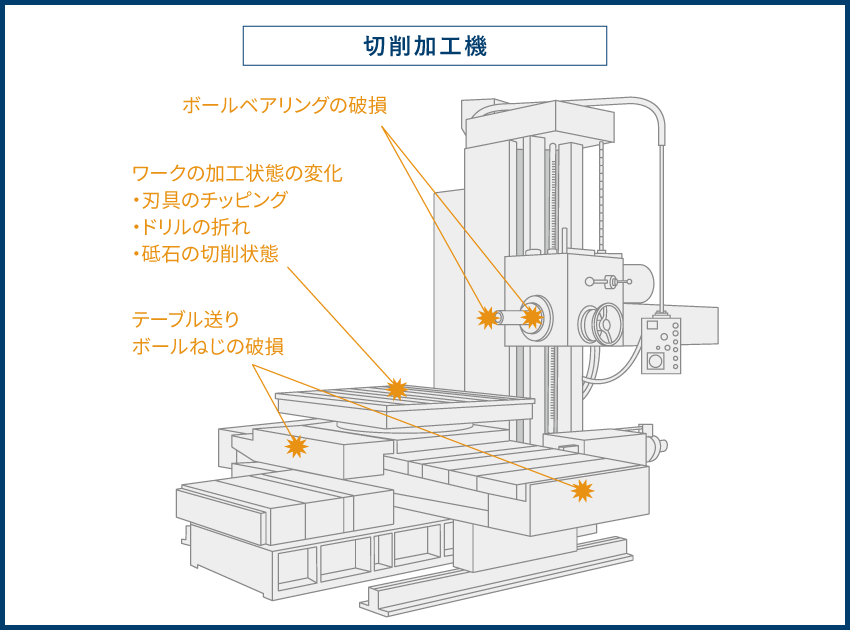
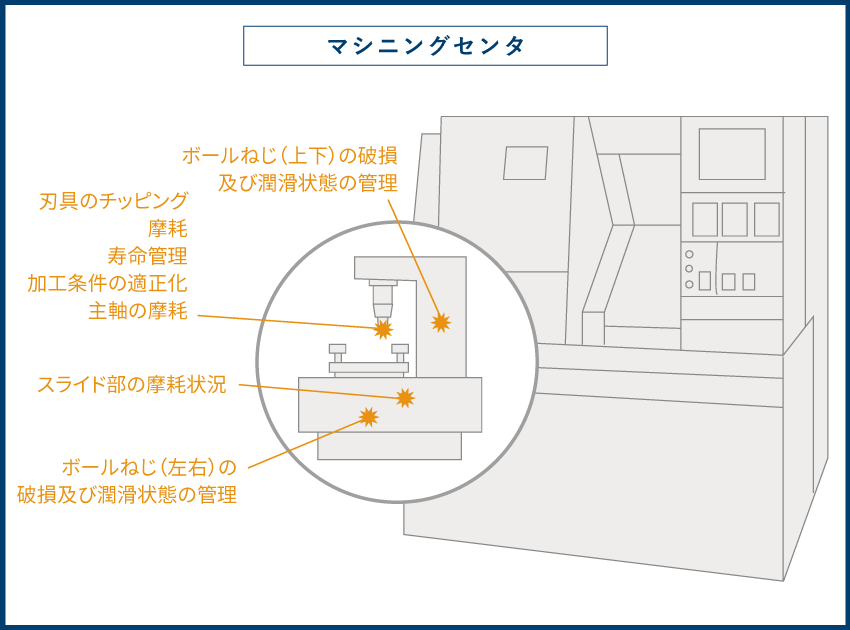
保全に最適なタイミングをいかに知るか?
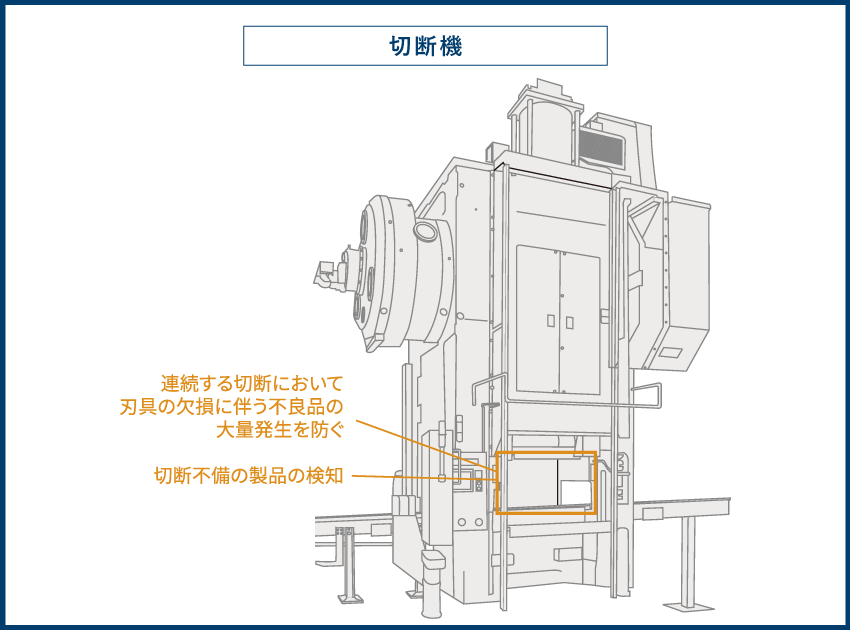
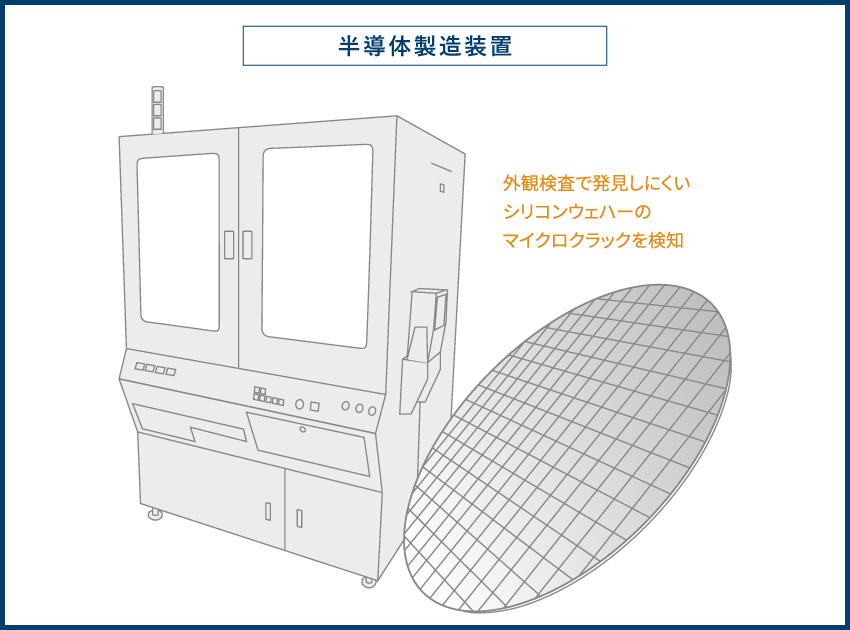
加工良否をリアルタイムでいかに知るか?
ベアリングのグリス切れによる故障を予防しコスト削減!
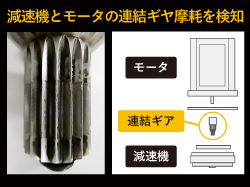
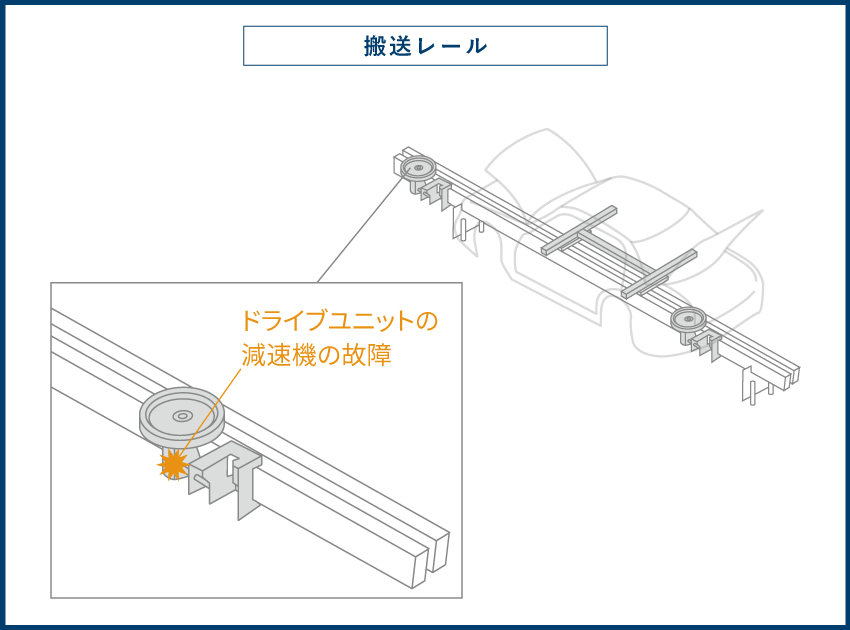
電流センサでは困難な旧型ロボットの予防保全が可能に!
真空ポンプのギヤ・ベアリング・モータの異常を予知してコスト削減!
顧客先でのメンテナンス工数削減!クレーム減少にも寄与!
AE計測から加工スピードを調整しドリル折れ減少!ドリル寿命も改善!
【信頼性試験】素材の信頼性を精密に把握することが可能に!
予防保全・品質確保にアコースティック・エミッション技術で貢献します
予防保全・品質確保に
アコースティック・エミッション技術で
貢献します
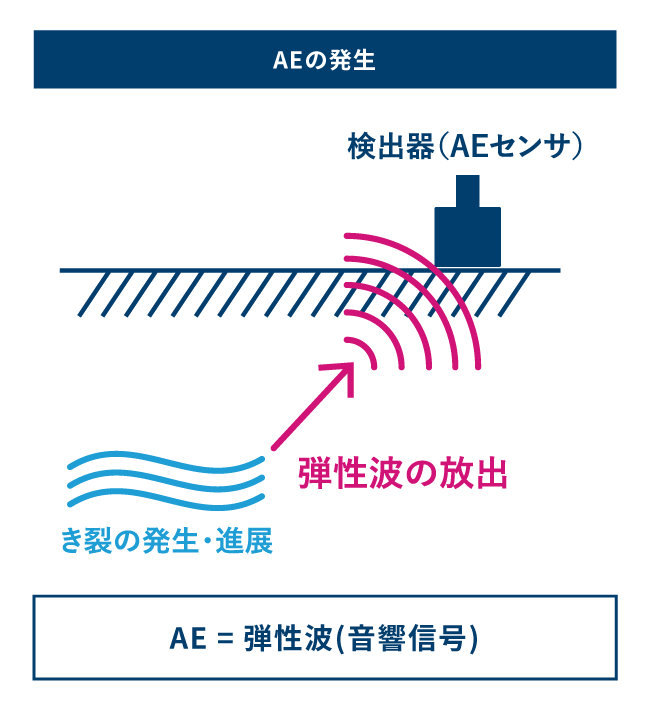
アコースティック・エミッション(AE)とは、材料が変形したり、き裂が発生したりする際、材料が内部に蓄えていた弾性エネルギーが高い周波数をもつ音響信号 “弾性波” として放出される現象です。この “弾性波” を検出し、評価するAE技術によって、材料内の欠損(クラック)の発生や進行等を非破壊で把握することができます。超音波探傷検査、X線等の非破壊検査と並び、世界中で利用され、現在までに多くの実績がある技術です
AE(アコースティック・エミッション)の非破壊検査による活用事例
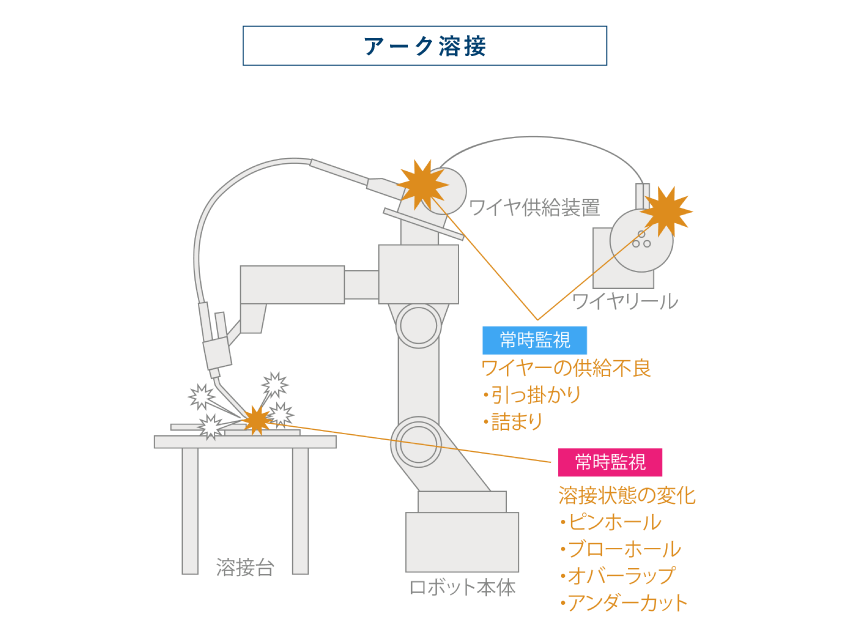
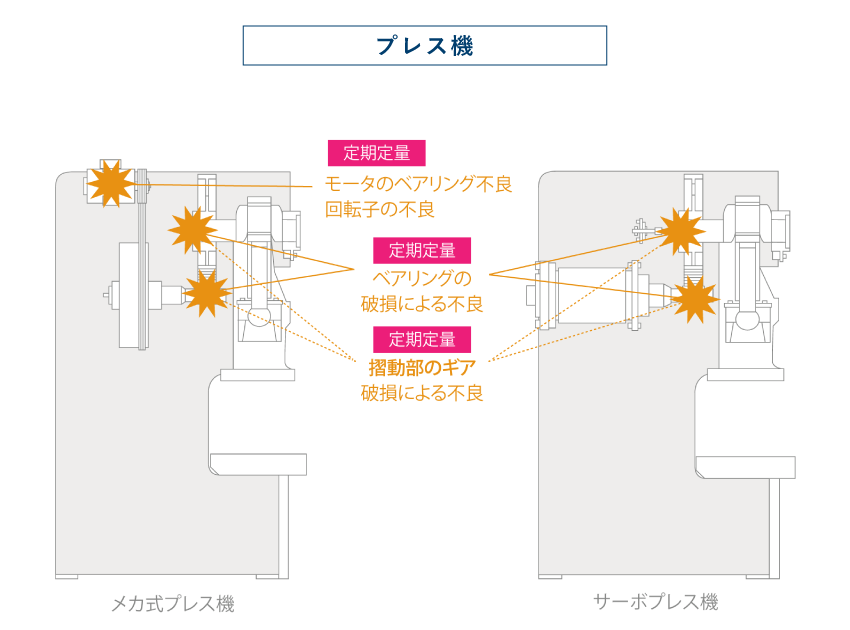
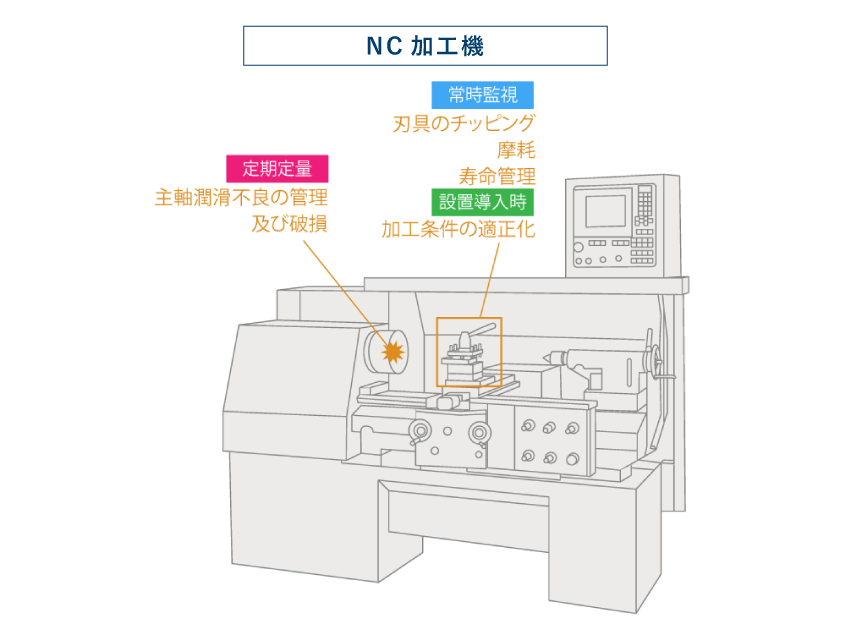
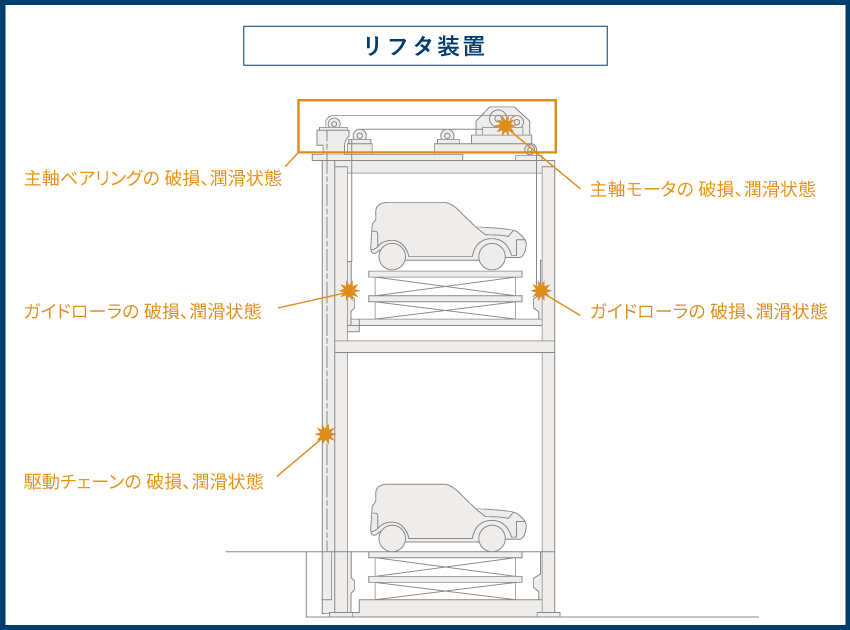
自動車・産業機械・電気機械・建設機械等の製造品の良否判断、圧延機・ロボット等の歯車・軸受・軸のき裂・摩耗の進行評価、溶接の良否判断など
橋梁・道路・トンネル等のき裂・はく離の進行評価、がけ崩れ等の予兆となる斜面動態計測、発電所の設備評価など
石油・化学プラント等のタンクの腐食・損傷の進行評価、発電所・化学プラント等の配管の腐食・進行評価など
油入変圧器の部分放電評価
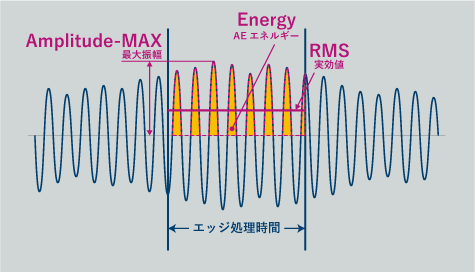
■ 健全性評価に有効な Amplitude-MAX / Energy / RMS の3つのパラメータを計測できます
健全性評価に有効な
Amplitude-MAX / Energy / RMS の
3つのパラメータを計測できます
AE計測で主に使用される3つのパラメータ
■Amplitude-MAX:最大振幅 AE波形の最大振幅、中心から最大変位までの電圧幅
■Energy:AEエネルギー AE立ち上がりからのエッジ処理時間内におけるAE波形の積分値
■RMS:実効値 計測単位毎に取得したAE信号の実効値
■Amplitude-MAX:最大振幅 AE波形の最大振幅、中心から最大変位までの電圧幅■Energy:AEエネルギー AE立ち上がりからのエッジ処理時間内におけるAE波形の積分値■RMS:実効値 計測単位毎に取得したAE信号の実効値
■ Amplitude-MAX:最大振幅 AE波形の最大振幅、中心から最大変位までの電圧幅■ Energy:AEエネルギー AE立ち上がりからのエッジ処理時間内におけるAE波形の積分値■ RMS:実効値 計測単位毎に取得したAE信号の実効値
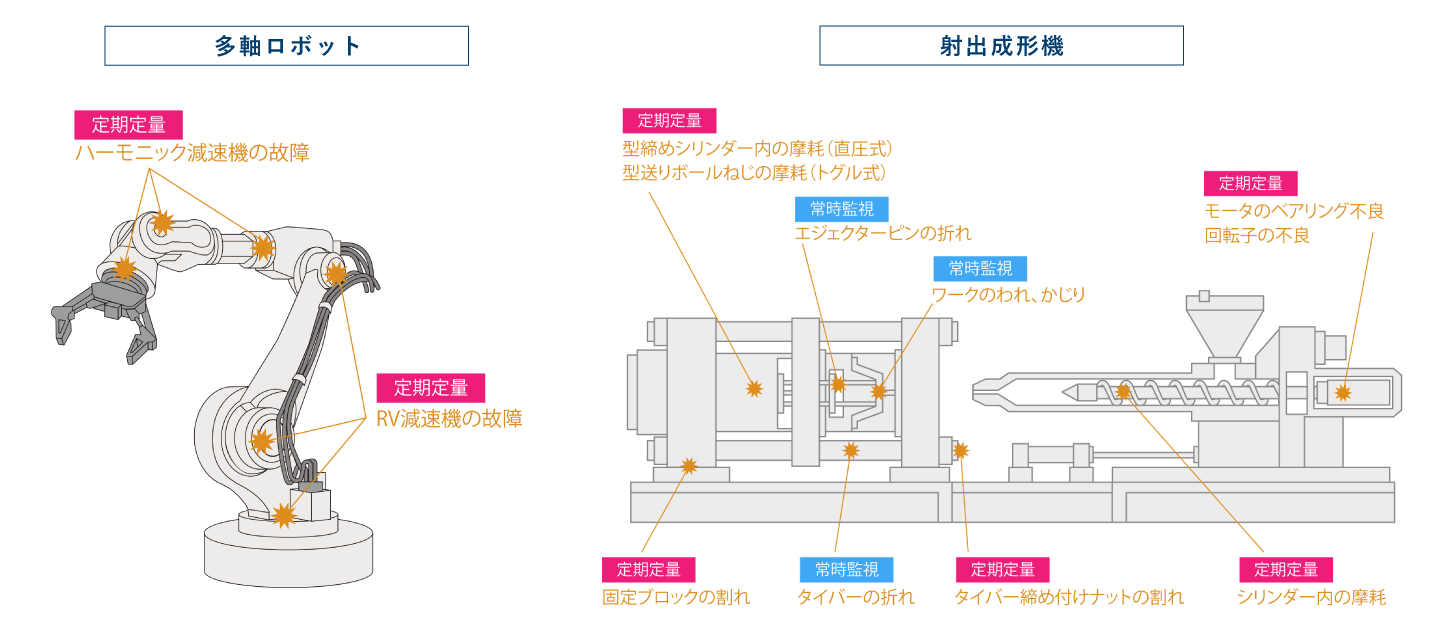
装置の故障要因となる部分にセンサを取付け常時計測を行う
日、週、月、年単位の決められた間隔、決められた時間数で計測を行う
日、週、月、年単位の決められた間隔決められた時間数で計測を行う
※画像を選択すると拡大されます
検証・テスト
見積り
設置
稼働確認
ご不明な点はお気軽にお問合わせください
信和産業株式会社 平日 9:30-18:00