FIRST AE® アコースティック・エミッションのリーディングブランド
金属材料の引抜き加工は自動車、産業機械、電気機械、建設機械の部品など、機械工業の中間素材の加工法としてさまざまな場面で使用されています。品質異常として最も深刻なのは、発生率の高いダイス傷と呼ばれる引抜き時に生じる線材傷。線材傷は、主にダイスの摩耗によって線材表面に傷が生じるもので、場合によっては連続的に発生し、最終製品の強度に大きく影響します
ダイスの摩耗進行と線材傷発生による、特徴的なAEが発生するため、線材傷を検出することができます
鍛造加工は製品の最も基本的な形状を形成するものであるため、加工品にき裂などの欠陥が生じると製品の強度を著しく低下させます。鍛造後の製品の欠陥検査として、一般的に目視検査や浸透探傷試験、磁粉探傷試験などを実施。ただし、多くは人間の関与した検査となり検査の自動化が切望されています
鍛造後の製品に荷重を付加し、き裂が存在する場合、き裂面の摩擦等によって発生するAEを検出します。付加荷重は、製品への影響を考慮して製品の設計荷重の10%以内。AEの発生数、あるいは検出されるエネルギーに大きな値が観察されるため、き裂の有無を容易に判定することが可能です
金型による絞り加工は、生産性向上のために加工速度の改善が行われていますが、その反面、製品に欠陥が生じると大量の不良品を発生させる危険性も否めません。現状の製品検査は、検査面が広範囲であり、製品の形状が複雑であることから、人間による目視検査が中心ですが、目視では認識が困難な小さなき裂も多く発生しています
製品と接する金型にAEセンサを設置し、金型中を伝搬するAE信号を検出します。正常な加工の場合は常に同一パターンのAEが発生するので、異なるAE発生が観察されることで、き裂の発生を評価できます
圧延機のバックアップロールにはすべり軸受が用いられますが、異常が生じると生産性において大きな損失となってしまいます。従来は潤滑廃油温度により軸受の損傷監視を行っていましたが、正確で早期に検出できる診断法が望まれています
軸受のはく離や潤滑不良が発生すると、特徴的なAEが確認できるため異常が検出できます
産業用ロボット等に使用される減速機は軸受・歯車・軸、3つの回転体で構成され、異常の判断だけでなく異常の発生部位を特定することは困難です。突然の破損がシステムの稼動を停止させるなど、致命的な故障の誘因となる場合があります
AEはき裂の進行により発生します。複数のAEセンサを取り付け、AE発生と機械稼働の同期を捉えてAEの発生状況や要因を評価することで、異常の進行状況や、発生部位を特定することができます
溶接における溶け込み不良は、継手強度を低下させ、欠陥が発生する要因となります。従来は溶接後の強度の評価や溶接面を切断する方法で溶け込み量の評価行っていました。しかしながら、この方法では全数の検査を行うことができず、検査に多大な時間を要することから、非破壊で溶け込み量を評価する方法が求められています
レーザー溶接のみならず、アーク溶接、抵抗溶接においても、溶け込みが生じるとAEが発生します。AEのエネルギーは溶け込み量と相関があり、溶接の良否を評価することができます
ソーラーパネルの材料であるシリコンセルの薄肉化が進み、き裂発生の確率が高まっています。パネル表面にき裂があると電力が得られません。最終に近い段階で発電試験を行いますが、ここで欠陥が発覚すると手直しに多大な工数を要します
ソーラーパネルの設計強度に対して十分に小さいねじりを加えます。き裂(割れ)が存在すると、き裂面同士で摩擦が生じてAEが発生します
射出成形とは、プラスチック等の樹脂を溶かして、金型に入れ冷却して固める製造法のことです。これらの射出成形品には製造過程でき裂(割れ)が発生する可能性があります。また、製造機器のスクリューが摩耗すると、樹脂がつまってしまうので、これを事前に診断して対応する方法も求められていました
射出成形品のき裂(割れ)発生時に生じるAEを検出すれば不良品を選別できます。また、製造機器の稼働時のAEを監視すれば、スクリューに摩耗が生じたときに通常とは違うAEが発生するため状態を把握することができます
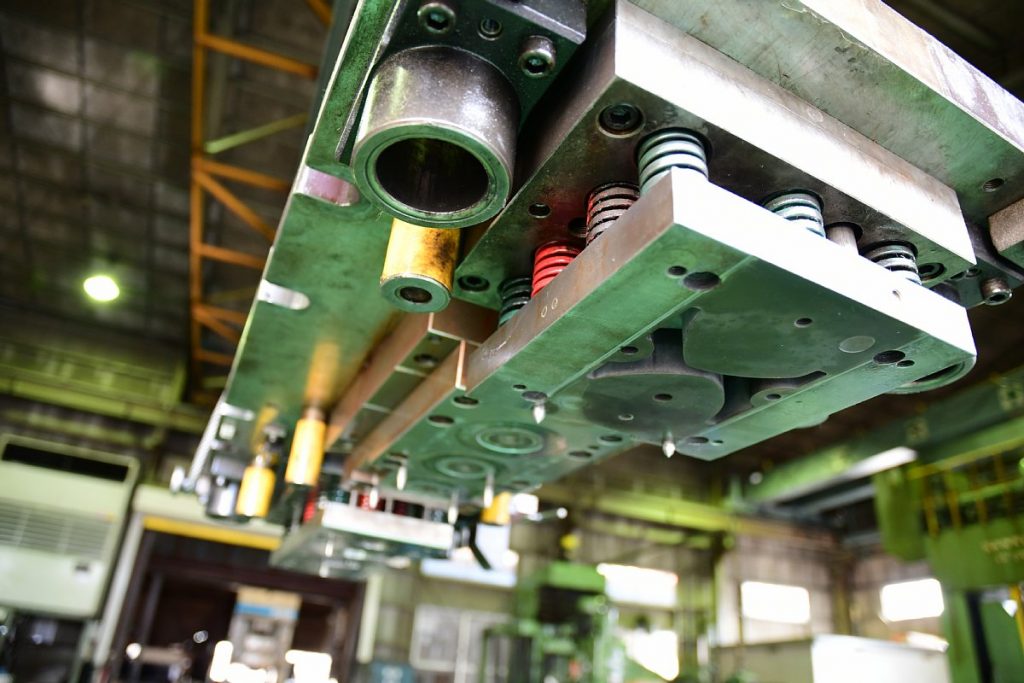
金型を用いるプレス加工の中で、打抜き加工は特に加工速度が速いのが特徴です。パンチの摩耗や損傷で不良品が大量に発生しますが、その予防は困難で加工後の製品の抜取検査や定期的に交換する方法がとられていました。定期的なパンチの交換は、ラインの停止も伴い、生産コスト上昇の大きな原因となっています
パンチが摩耗するとバリが発生し、特徴的な連続したAEが現れます。バリ発生を早期に検知して、不良品を防止。パンチ交換による設備停止時期の短縮・交換費用の削減が期待できます
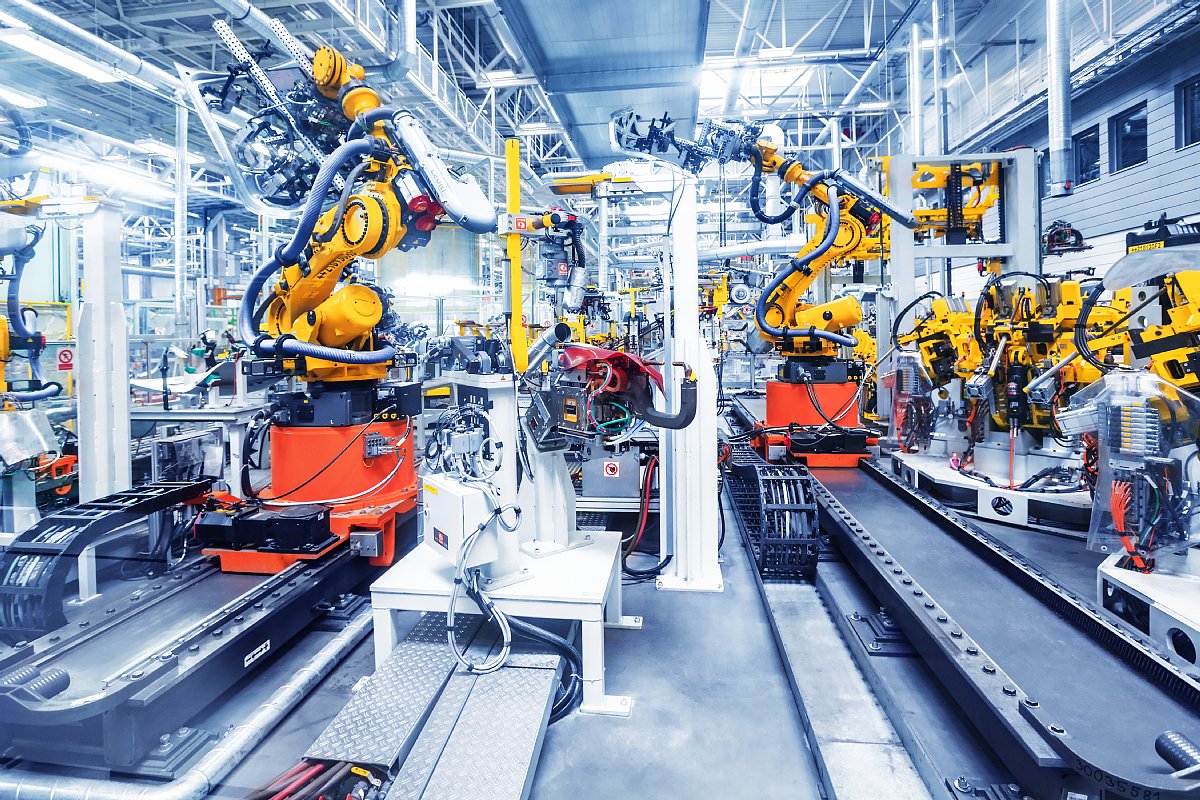
自動車・産業機械・電気機械・建設機械等の製造品の良否判断、圧延機・ロボット等の歯車・軸受・軸のき裂・摩耗の進行評価、溶接の良否判断など
橋梁・道路・トンネル等のき裂・はく離の進行評価、がけ崩れ等の予兆となる斜面動態計測、発電所の設備評価など
石油・化学プラント等のタンクの腐食・損傷の進行評価、発電所・化学プラント等の配管の腐食・進行評価など
油入変圧器の部分放電評価